ウェイベックスの電波吸収体は誘電性吸収材料と磁性吸収材料をベースに製造されます。フォトリソグラフィー薄膜金属パターンを利用した独自の仕様を高品質で提供いたします。
このページの目次
電波吸収体の積層構造
電波吸収体の原理は入射した電波のエネルギーを熱エネルギーに変換するものです。この熱へネルギーへの変換に利用される材質がフェライトです。ウェイベックスの電波吸収体は2枚のフェライト層を始めとする 磁性吸収材料によって構成されています。
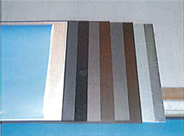
素材の積層構成
- 塩ビシート
- 7mm径パターン紙
- 接着剤
- EPDM層
- 接着剤
- フェライト層3A
- 接着剤
- フェライト層6A
- 接着剤
- アルミ板2mm
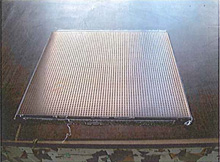
電波吸収体の熱圧着成形
現行の電波吸収体サイズは500×500ベースです。プレス形成するための熱融着機に一度に載る電波吸収体は最大25枚(6.25㎡)となり、ここまでの一連の作業にかかる時間≒40min(2人として)となります。









※1 手前/圧を均一に、また積層部の空気を逃げやすくするためにアルミ板2mmを載せている。
※2 手前部同様に作業ができないためテーブルの奥はアルミ別板に電波吸収体を載せている。
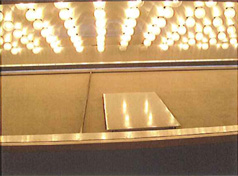
10.熱圧着後の電波吸収体
熱融着機圧力≒-70kPa
温度≒95にて3min(熱融着機の温度分布に多少のバラツキがあるため3分間温度維持)
実際の稼働時間は≒20min
焼き上がった電波吸収体は、しばらくは≒10min程のクールダウンが必要。(接着剤が剥がれるため)はみ出た接着剤をカットする。サイズ500×500にカッターナイフにより手作業にてカットする。
電波吸収体本体制作
電波吸収体底面アルミ部の切り出し

指定された大きさの電波吸収体を制作するにあたって、ベースとなるアルミ材の切り出しを行う。このアルミ材の上に電波吸収体を載せ、熱圧着する。
アルミ材の切断はシャーリングにて行う。使用されるアルミ材は「JIS5052」
アルミ材と電波吸収面の貼付け

任意のサイズに切り出したアルミ材と電波吸収体を貼り合わせる。
アルミ層+電波吸収体

熱圧着の際にもアルミ板を載せ圧着する。温度≒95にて3min
アルミ平リブの切断

アルミ平リブは高速カッターにより切断する。平リブのJIS呼称6063。切り終わったアルミ平リブはヘキサン(溶剤)で脱脂し、サンドペーパーで目荒らしする。

アルミ材の目荒らし

平リブ同様、電波吸収体アルミ部も目荒らしする。これは被着体を表面処理することにより接着力の強度を上げるため。
接着剤の塗布

接着剤は2液性のものを使用、専用のアプリケーターにて内部で混合させ塗布する。接着剤名称「ハードロックC-320K-03」

平リブの接着

2液を混合したものはすぐに硬化が始まるので、接着し、均一に広がるようになじませ、クランプ、ウェイト等で固定する。
平リブの固定

平リブは背着剤で接着した後、SUSビス(4mm)+ナットで固定する。下穴3.7mm、ビスを止め、ネジ止め材(ロックタイト)を塗り、ナット止めする。電波吸収体は制作後、切り欠き他、曲げ加工、穴あけ加工などが可能。但し、曲面の小さなものは電波吸収体面とアルミ面が剥離するため不可。

アルミ平リブのついていないもの(直貼り工法)もある。
塩ビフィルム貼り作業

出来上がった電波吸収体に塩ビフィルムを貼る。塩ビフィルムは電波吸収体裏側まで巻き、水等の浸入を防ぐ。
熱定着
塩ビフィルムを貼り終えた後、熱定着させる。温度≒50℃で30sec。

ラベル貼り付け

品名と製造元を記したラベルを貼り付る。
出荷用梱包

メンテナンス用塩ビシートを同梱する。
